全国服务热线:
全国服务热线:


全系列产品中心
ALL SERIES PRODUCT CENTER

MATURE ELITE TEAM
成熟的精英团队
人才是创新的基础。华宇在硬泡聚氨酯领域十余年孜孜以求的钻研,积累了丰富的经验、雄厚的技术基础与出类拔萃的人才。从而为客户提供先进的产品和技术服务。
RICH TECHNICAL EXPERIENCE
丰富的技术经验
华宇在硬泡聚氨酯行业深耕细作,从原材料生产采购、到打造应用产品积累了大量极为宝贵的实践经验,掌握了行业整体运营的理念,且具有强大的航天科研力量和基础保障。


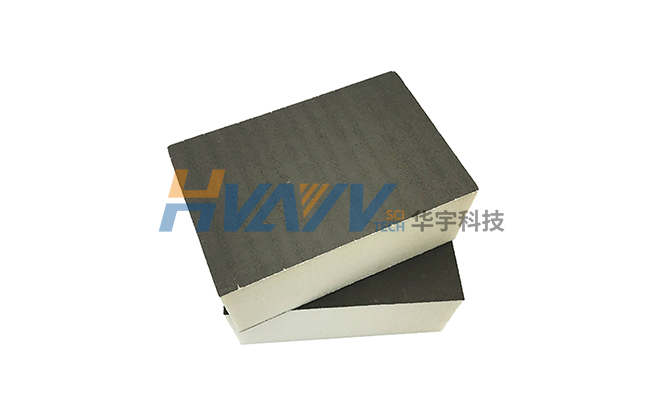
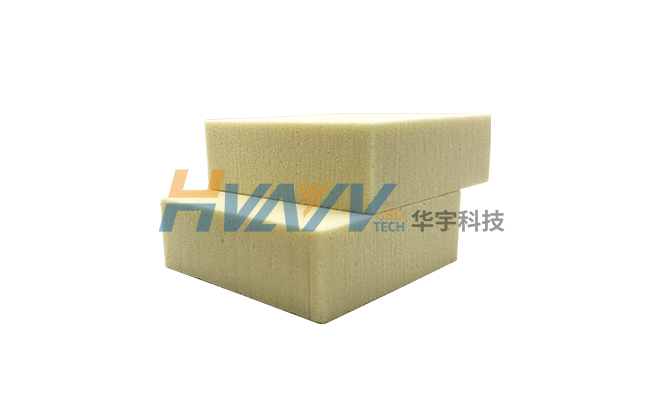
EXCELLENT PRODUCT SYSTEM
优良的产品体系
华宇拥有完整的原材料及配套辅材生产工厂,覆盖硬泡聚氨酯产业链主要产品,具有强大的产品组合与成本优势。包括但远不止于家电保温、建筑节能、管道保温、冷链物流、矿井填充等。积累了丰富的理论及实践经验。这支持我们能够基于您的需求,提出合理的系统化解决方案。
ADVANCED EQUIPMENT
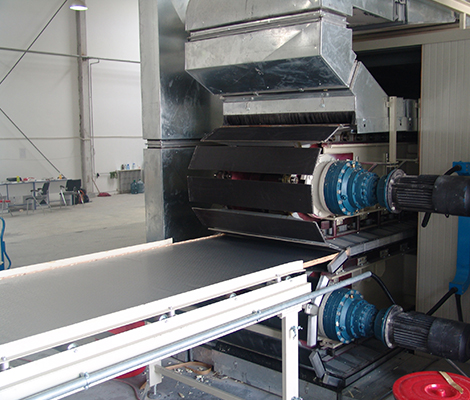
先进的设备
拥有国内从欧洲全套引进的柔性面材夹芯板连续生产线两条。
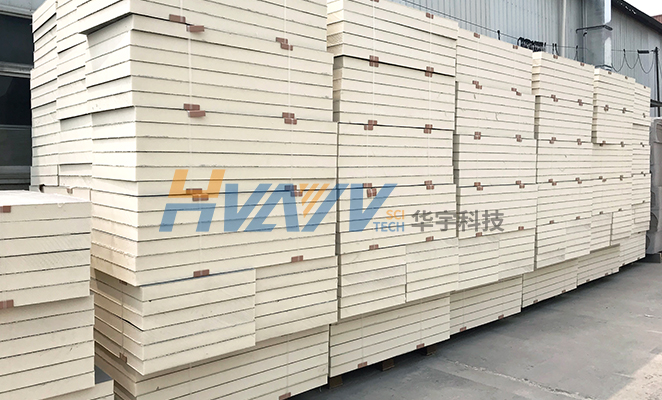
STRONG SUPPLY CAPACITY
强大的供货能力
年5万吨原材料制备装置及年1200万平米硬泡聚氨酯板材生产设备,配合完善的供应链管理。


华宇科技·公司概况
ALL SERIES PRODUCT CENTER
多年的专注,荣誉背后的全力以赴
Years of dedication, the wholehearted effort behind honor
每个成就,都缘于华宇人坚持不懈的奋斗。2003年,廊坊华宇创新科技有限公司成立。面对当今社会不断提升的节能及建筑能效的需求,十八年前华宇就以节能的可持续发展理念,致力于聚氨酯领域的科技创新,产品涉及硬泡聚氨酯全产业链、新型建筑材料等领域。公司锐意进取,立志成为提供聚氨酯节能产品的中国企业!
查看更多+
品牌合作 寻求共赢之道
BRAND COOPERATION AND SEEK WIN-WIN WAY
板材生产工厂:
廊坊华宇创新科技有限公司
地址:河北省廊坊市开发区耀华道3号(北凤道)
电话:4008-111-901 / 18031609923
传真:0316-6077099
邮箱:lfpuhy@126.com
化工原料工厂:
廊坊全振化工开发有限公司
地址:河北省廊坊市大城县石家务第三砖厂
电话:0316-5705866
传真:0316-5781186
邮箱:lfquanzhen@126.com
冷链配套产品工厂:
山东华宇创新节能材料有限公司
地址:山东省莱芜市经济开发区张家洼鹿鸣路67-4号众
兴工业园
电话:0634-6785118
传真(Fax):0634-6785228









 工厂展示
工厂展示